
Grey water treatment (including Nature Based Solutions) and reuse
Greywater is the wastewater generated in households or office buildings without serious contaminants, such as water from baths, sinks and washing machines. Greywater can be separated from blackwater (water from toilets or kitchens) and then treated on-site for direct reuse in toilets recharge or irrigation. Greywater is a relevant secondary source of water and nutrients. Many studies have analysed the environmental, economic, and energetic benefits of the reuse of greywater [1][2][6][7]. Greywater treatment systems can be introduced in new buildings or in existing buildings with retrofitting measures. There are different greywater treatment systems: diversion and filtration, diversion and treatment (using chemicals), or nature-based solutions (NBS).
Traditional greywater treatment
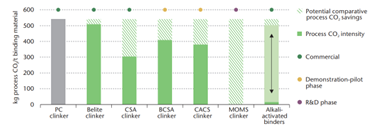
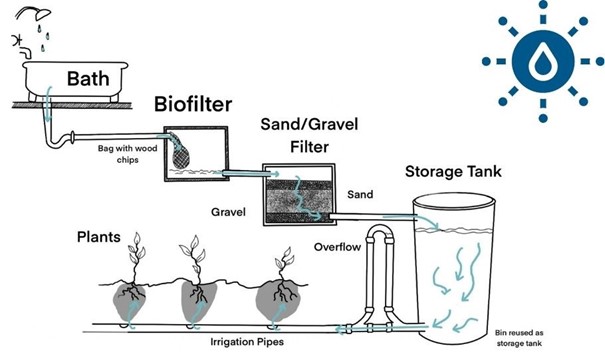
Greywater treatment by mechanical systems is typically based on filtration or treatment with chemicals. In filtration, the aim is to remove impurities using filters, with typically a few or several filters in a row in order to guarantee good results. In a purifying process done with chemicals, the aim is to add chemicals that bind impurities, which are then removed from the water, for example, by filters. The mechanical treatment can start with a settlement tank, where coarse particles settle in the bottom of the tank and are then removed. After that, the greywater flows through filters, typically first gravel and sand and then biological filters like wood or peat. Last, if needed, ultraviolet light or chemicals are used to remove potential bacteria.
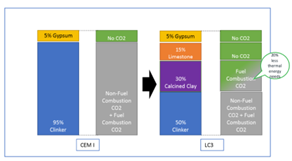
Green roof and greywater treatment [7]
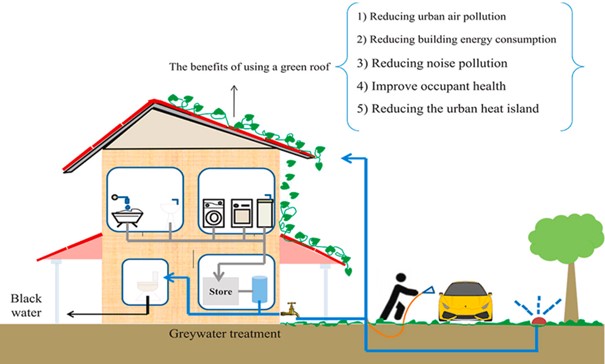
Grey water recovery system [10]
The first filter is a biofilter, which removes the fats and oil. The sand and gravel filter removes small particulates and other impurities.
NBS-based greywater treatment
Nature-based solutions (NBS) applications are typically constructed wetlands, green roofs, and green walls [1][2][3].
Several studies have shown that NBS-based greywater treatment has high removal performances [1][5], indicating the suitability of these systems in treating domestic greywater. Planning and design parameters should be carefully considered when implementing NBS; high residence time of water can be especially important for grey water treatment efficiency (see e.g., [1]). To optimize the removal processes in NBS, appropriate plant species and substrates (as growing material), optimal hydraulic parameters, and suitable operating conditions are needed.
The decentralized process consists of several stages: (i) greywater separation, (ii) storage, (iii) treatment by innovative NBS as multi-level green walls/green façades, or by mechanical systems as multi-layer filters and activated carbon, and (iv) final disinfection using commercial O3/UV systems (Ozone and Ultraviolet).
MATURITY:
Some building-level solutions for grey water treatment and reuse (including nature-based) are commercially available, for example:
-
Aqua Gratis is a technology to capture and reuse the bath and shower water for flushing toilets. The solution is at the stage of initial market commercialisation. The technology development of Aqua Gratis was funded by the EU.
-
REDI gives a solution for single-family houses, where the treated greywater can be used for watering the garden.
-
Disinfection can be done with commercially available solutions, e.g. with ozone and ultraviolet (UV) light.
Some examples of pilots are:
-
Greywater treatment with nature-based solutions for indoor or outdoor modules in multi-level green walls/green façades was carried out in Houseful. The project tested also ozone and ultraviolet light for disinfection.
-
Water management systems and how to monitor and collect water condition information for urban water management platforms were piloted in UNaLab.
-
Green walls and constructed wetlands were piloted in NAWAMED, with a focus on grey water treatment from a public building, a parking area, and a refugee camp.
-
A service model for grey water treatment with NBS was tested in Houseful. The service model considers a leasing contract and a payment fee per m3 of water treated and reused.
The nature-based grey water systems have been tested in a rather short period of time (e.g., some months to 1–2 years). Since the operating time of grey water treatment should be closer to 15-20 years, a further full-scale testing is still needed. [1].
 '
'
Comments ()